Many of the transfer properties of a fabric can be altered by modifying its geometry. The most important fibre property which has a direct bearing on the fabric geometry is the packing characteristic of the fibres in yarn. In this work, structurally modified cotton knitted fabrics were developed by reducing fibre packing and increasing air pockets (porosity) in the yarn structure. Thermal, moisture and air transfer, and geometrical characteristics of the fabrics with modified yarn structure developed by removing the core component of cotton covered polyester core-spun ring yarns after knitting were studied in this article. The modified cotton yarn knitted fabrics give better thermal insulation and warmer feeling when compared to normal yarn knitted fabrics. They exhibit better air and moisture transfer properties. They exhibit less spirality, lower fabric packing factor, higher porosity, stable loop configuration and are lighter in weight compared to normal yarn knitted fabrics.
Present day clothing is expected to possess good comfort characteristics besides good mechanical, technological and easy care properties. Comfort of a garment under any selected environmental condition is much more dependent upon the State of fibre aggregation in the yarns and yarns in the fabric, and much less dependent upon the intrinsic nature of the fibre. The comfort characteristics of the fabrics mainly depend on the structure and types of yarns used. Thermal comfort of fabrics mainly deals with heat and moisture transport properties of clothing and the way that clothing helps to dissipate the body heat during various levels of the physical activity. The transmission of air, heat and water vapour through and by a garment are the most important factors of clothing comfort. For getting thermo physiological comfort the clothing should have suitable thermal insulation properties as well as sufficient permeability to water vapour and/or sufficient level of ventilation. Comfort of clothing can be improved by modifying fibre and yarn structure, developing different fabric structures and applying some finishes and coating. The textile structures can be developed to enhance the clothing comfort by focusing principally on the thermal and mechanical properties.
By suitable engineering of the textile structure, fabric properties can be altered and is mainly based on the selection of appropriate fibres, yarns and fabric structural parameters to meet the enduser requirements. Fabric properties depend on fibre properties, yarn structure, fabric structure and the mechanical and chemical finishing treatments given to the fabric. Of the various properties, fibre type, fineness, cross-sectional shape, crimp, length and surface properties are extremely important. Yarn structure governs the yarn properties for yarns produced from a fibre with a given set of fibre properties. Type of yarn like filament yarn, textured yarn, and spun yarn produced on different spinning systems, twist level, unevenness and hairiness of yarns have significant influence on comfort and other properties of fabrics. Fabric structure includes yarn linear densities, sett, weave, crimp levels and can influence such critical fabric properties as cover, thickness, bulk density, mechanical and surface behaviour which have direct relation with fabric comfort. Finishes which affect the properties of the fabrics and appearance can also significantly change the performance of a fabric in clothing. Fabric properties, together with the garment design and size influences the various garment properties.
Many of the transfer properties of a fabric can be altered by modifying its geometry. The geometry effect is always so dominant that it totally eclipses the effect of fibre properties. Hence the most important fibre property which has a direct bearing on the fabric geometry is the packing characteristic of the fibres in yarn. Fibre packing coefficient plays a significant role through the volume fraction of air in the yarn. The air permeability and thermal conductivity of the fabric depend on passage of the heat, moisture and air through the fabric that have direct bearing on comfort. Hence by changing the packing coefficient of yarn the transfer characteristics of fabric such as air permeability, water vapour transmission rate, thermal conductivity and thermal resistance can be altered. Removal of core component from core-spun yarn will modify the yarn structure. The yarn structure is now air-rich because of the empty space created by the removal of core component at its centre. The increased entrapped air in the yarn structure reduces thermal conductivity, making the yarn feel softer, warmer in hand and bulkier. All yarns contain a great deal of air, i.e., empty space, but textured yarns and staple yarns tend to have the most. Increasing the entrapped air in the yarn by modifying the yarn structure makes it more suitable from the stand point of thermal comfort, improves the cover factor and gives a smoother feel and softer hand. Study of geometrical and transfer characteristics of air-rich fabrics are essential in developing suitable clothing for different environmental conditions.
Literature review
Ali Akbar Merati & Okamura developed cotton hollow yarns by removing PVA core of friction-spun PVA/Cotton core yarns. They also studied the structural properties of hollow yarn developed from friction-spun core yarns and the effect of axial and lateral forces on the structure such as diameter changes, ellipticity, compressibility and volume and compared with those of equivalent 100 per cent cotton yarn. In another work, they studied the limits of hollow yarn developed from friction-spun core yarns. Das, Ishtiaque & Yadav studied the contribution of individual core and sheath component on the tensile properties of DREF III viscose yarn and found that the major proportion of the load component is generated from the interaction of core and sheath components. Comfort characteristics of plain-woven fabrics containing Viscose staple fibre twist less and hollow fibrous assemblies and core-sheath type DREF-III yarn in weft, have been studied by Das & Ishtiaque. Singh, Chatterjee & Das studied the effect of sheath fibre proportion, fibre fineness, and yarn fineness on physiological comfort related properties such as air permeability, water vapour permeability and thermal conductivity of Dref-III friction-spun yarn (with polyester filament as core, viscose staple as secondary core and water soluble PVA as sheath) fabrics.
The studies conducted on internal structure and properties of the hollow ring yarn and typical ring yarns show that the spinning-incoefficient (Kf) and strength of hollow and typical ring yarns were very close, but elongation at break, unevenness and hairiness of hollow ring yarn are more than that of typical ring yarn. The bending rigidity and air permeability of the fabrics developed from hollow ring weft yarn found to be improved due to the collapse of the fibres in the centre of the yarn and better flattening. The strength of the hollow yarn decreases due to the removal of strong portion of PVA and the increased bulkiness of the internal part of the sheath yarn. The use of hollow yarn in the fabric is a technique used to increase the bulk of fabrics without increasing weight, thus improving fabric physical properties such as softness, bulkiness and thermo physiological properties.
The use of hollow / micro-porous yarns plays an important role in enhancing the thermo-physiological comfort properties of the fabrics. Depending up on the structural variations in hollow yarn, heat and moisture regulation behaviours of fabrics can be influenced significantly. The structural modification of yarn influences the liquid transmission behaviour and the comfort related properties of the fabrics. The fabric with hollow fibrous assembly in the weft shows the highest water absorbency. Cotton hollow yarn fabrics exhibit better absorbency when compared to regular fabric due to hollow space inside the yarn structure which is capable of attracting more water molecules. The garments made of hollow yarn fabrics look brighter, offer better feel and more comfort to the wearer.
The fabrics produced with the micro-pores yarn have improved thermal resistance and moisture vapour transmission compared to that of 100 per cent cotton fabrics. Fabric porosity and its distribution influence the structural, physical, thermal behaviour and moisture content of the fabrics. Fabric porosity is influenced by fabric packing density which in turn depends on fabric density and fibre density. Analysis of the microscopic view of cut-cross sectional of yarn is a way forward to measure the yarn pore size and its distribution. Mukhopadhyay, Ishtiaque & Devanand Uttam investigated the impact of various structurally different ring spun pre-hollow yarns/micro-porous yarns on tensile and physical properties of pre-hollow yarns and the impact of using single and double roving in pre-hollow yarns was also evaluated. In the recent work, influence of process and material variables such as PVA proportion, TM and spindle speed on micro-porous viscose yarn properties were studied. In the work, three variable three factors Box and Behnken method was used to investigate the individual and interaction effects of selected variables on yarn properties.
Based on the literature review, it is understood that thermal comfort characteristics of structurally modified cotton knitted fabrics developed by removing the core component of cotton covered polyester core-spun ring yarns after knitting were not studied. This work focuses on development of structurally modified cotton knitted fabrics by reducing fibre packing and increasing air pockets (porosity) in the yarn structure and studying their geometrical, thermal, air and moisture transfer characteristics.
Materials
Sample Preparation
Normal cotton yarn samples of 49.2 tex were spun from the roving of 787.3 tex. Cotton covered polyester core-spun yarn samples of 49.2 tex were spun from 787.3 tex cotton roving and 14.8 tex polyester spun yarn. The core-spun yarn was produced with 2 per cent tension and core sheath proportion of 27:73. Both the yarn samples were produced on Lakshmi-Rieter G5/1 ring frame. The yarns were then knitted using Knitmac single jersey circular knitting machine of gauge 10 with 32 feeders and 32″ diameter.
Polyester core-spun yarn knitted fabrics were treated with hot m-cresol (Assay-98 per cent; Melting Range 11ºC; Flash Point 73ºC; Boiling Point 203ºC; Molecular Weight 108.14) for the removal of polyester core. Then the fabric was thoroughly rinsed with hot water and cold water successively in order to ensure the complete removal of residual polyester from the fabric surface. Both m-cresol treatment and rinsing were carried out in Lab Winch (Make-National Instruments) with a material to liquor ratio of 1:20. Normal cotton yarn fabric was also given hot water and cold water rinsing treatment in order to normalise the effect of hot and cold water treatment. All the fabrics were dried and conditioned for 24 hours at 65 per cent ± 2 per cent relative humidity and 27°C±2°C temperature.
Testing
Structural properties
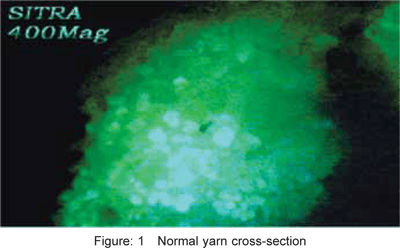
Yarn cross – section was tested using Trinochlor microscope (Compound Microscope) as per. Three cross-section pictures were taken for each sample. From the three pictures the best one in terms of clarity, was selected and presented. Courses per centimetre and wales per centimetre of the fabric samples were measured at five places of each sample using counting glass. Yarn count of the fabric samples was measured using Beesley balance. Five specimens were tested for each sample. Stitch length was calculated by counting 100 wales in a single course.
The measured cut length was divided by 100 and is called as stitch length. Stitch density was calculated by multiplying courses per centimetre and wales per centimetre. It is a measure of number of loops per unit area. Geometrical constant for courses (Kc) was calculated by multiplying courses per centimetre with stitch length. Geometrical constant for wales (Kw) was calculated by multiplying wales per centimetre with stitch length. Geometrical constant for stitch density (Ks) was calculated by multiplying Kc and Kw values. Value of loop shape factor was calculated by dividing Kc with Kw values.
Tightness factor was determined by using the following formula:

Areal density was measured by the following procedure:
A square of 10 cm × 10cm was accurately cut from the fabric, which had previously been allowed to reach equilibrium in a standard atmosphere. Its mass in grams was then multiplied by 100 to give grams per sqr. mtr. Totally five specimens were tested for each sample. Spirality of the fabric samples was measured by British Standard (BS 2819 1990). Five specimens were tested for each sample.
To ascertain the ratio of fibre to fabric volume, packing factor was calculated. Fabric packing factor of all the knitted fabrics was calculated from the following equation:
Measured values of fabric thickness and fabric weight per unit area (GSM), and cotton fibre specific gravity value of 1.52g/cc were used in the above equations. To study the porous nature of knitted fabrics porosity was determined. Porosity of all the knitted fabrics was calculated from the following equation:
Porosity = 1 – Packing factor
Thermo physical properties
In order to study thermo physiological comfort of the fabrics, thermo physical properties such as thermal resistivity, thermal conductivity, thermal diffusivity, thermal absorptivity, peak heat flow density and peak heat flow density ratio of normal and modified cotton yarn knitted fabrics were tested. Thermo physical properties of the fabric were measured using Alambeta device which is a computer controlled instrument for measuring the basic static and dynamic thermal characteristic of textiles. This method belong to the so-called ‘plate methods’, the acting principle of which relies on the convection of heat emitted by a hot upper plate in one direction through the sample being examined to the cold bottom plate adjoined to it. By means of the Alambeta device, besides the classical stationary fabrics’ thermal properties such as thermal conductivity ( ⋋), transient thermal characteristics such as thermal diffusion (a) and thermal absorption (b) can also be assessed. It should be emphasized that the instrument directly measures the stationary heat flow density (by measuring the electric power at the known area of the plates), the temperature difference between the upper and bottom fabric surface, and the fabric’s thickness. This means that the device calculates the real thermal resistance (from the above- mentioned quantities) for all fabric configurations. In contrast, the other thermal parameters such as thermal conductivity, thermal absorption and the thermal diffusion are calculated on the basis of the properties measured using algorithms appropriate for unstratified (homogeneous) materials.
Air and moisture transfer properties
In order to study thermo physiological comfort of the fabrics, air and moisture transfer properties such as air permeability, water vapour permeability, wettability, wicking and water absorbency of normal and modified yarn knitted fabrics were tested.
Air permeability
The air permeability of a fabric is a measure of how well it allows the passage of air through it. Air permeability is defined as the volume of air in millimetres which is passed in one second through 100 mm2 of the fabric at a pressure difference of the 10 mm head of water. Air permeability of the fabric samples was measured using Shirley Air Permeability Tester as per British Standard (BS 5636 1990). Five specimens were used each with a test area of 508 mm2 and the mean airflow in ml per second was calculated from the five results. From this the air permeability was calculated in ml per 100 mm2 per second.
Water vapour permeability
Water vapour permeability of the fabric sample was tested using cup method (BS 7209 1990). Five specimens were tested for each sample. The water vapour permeability index is calculated by expressing the water vapour permeability (WVP) of the fabric a percentage of the WVP of a reference fabric which is tested alongside the test specimen.
The water vapour permeability index is calculated by expressing the water vapour permeability (WVP) of the fabric as a percentage of the WVP of a reference fabric which is tested alongside the test specimen.
where, WVP f is the water vapour permeability of test fabric and WVPr is the water vapour permeability of the reference fabric.
Wettability
Wettability is defined as the time in seconds for a drop of water or 50 per cent sugar solution to sink into fabric. Fabrics that give times exceeding 200s are considered unwettable. Wettability of the fabric samples was tested by using Electronic Tester developed by Senthilkumar and Dasaradan as per British Standard (BS 4554 1970). Three specimens with five areas on each specimen were tested for each sample.
Wicking
In this test, a strip of fabric is suspended vertically with its lower edge in a reservoir of distilled water. The rate of rise of the leading edge of the water is then monitored. The measured height of rise in a given time is taken as a direct indication of the wickability of the test fabric. Five specimens were tested for each sample.
Water absorbency
Water absorbency is a quality of fabric to absorb water. It is a method for measuring the total amount of water that a fabric will absorb. In this test, a sample of size 20 cm x 20 cm was dipped in the solution for 5 minutes. Then it was hung vertically for 5 minutes and weighed. Per cent gain in weight of fabric sample was taken as water absorbency of the fabric. Four specimens were tested for each sample.
Results and discussion
Structural properties Geometrical parameters of knitted fabrics

The test results of geometrical parameters such as yarn count, stitch length, wales per centimetre, and courses per centimetre, stitch density, tightness factor, areal density, spirality, fabric packing factor and porosity of the knitted fabrics are presented in Table 1. The test results of dimensional parameters are presented in Table 2.
Yarn count
The knitted fabric geometry relationships indicate that the stitch density and dimensions of a fabric in the relaxed state are unaffected by change in yarn count if the stitch length is maintained constant. The above statement refers only to knitting stiffness and fabric dimensions in relaxed condition, and is not necessarily true for fabric measured when incompletely relaxed. Off the machine, fabric dimensions may be considerably affected by change in yarn count, owing to its effect on the extensional properties on the fabric. After relaxation, the fabric will recover to similar dimensions if knitted to the same stitch length. Yarn count of modified yarn fabrics is finer than that of normal yarn fabric. Due to the dissolution of core component in the yarn structure (air-rich), the modified yarn becomes finer.
Stitch length
As a measurement of knitting quality and dimensions of the knitted fabric the use of stitch length is preferred since it is unaffected by longitudinal and lateral strains. Stitch length can be measured accurately at any stage after knitting by unravelling the fabric and measuring the length of yarn knitted into the course by applying a load sufficient to remove the knitting crimp without causing yarn extension. Change in yarn friction and yarn tension can radically alter the stitch length for a given needle setting. Many other yam properties such as twist, quality, moisture content and package hardness may affect the knitting quality, because a change in these properties often alters the yarn friction and hence the stitch length for given needle setting. Stitch length of modified yarn fabric is higher than that of normal yarn fabric. Differences in stitch length could be attributed to variation in bulkiness of normal and modified yarns (air-rich).
Stitch density
The use of stitch density (number of loops per unit area of the fabric) is preferred for determining relationships between yarn and fabric variables since it is less affected by fabric distortions. This is because an increase in length produced by longitudinal stresses is always compensated to a certain extent by decrease in width. Although the rate of change of stitch density with length and width strains varies with different yarns and knitting stiffness, the general shape of this curve with a maximum value of stitch density at zero stress is characteristic of all plain knitted constructions. Stitch density of modified yarn fabric is lower than that of normal yarn fabric. This can be attributed to the bulkiness of modified yarns. Lower the stitch density better will be the fabric openness (air-rich). Air permeability test results of modified yarn fabrics also support this finding.
Tightness factor
Tightness factor (defined as the ratio of square root of yarn count to loop length) provides a measure of freedom of the loop movement in the knitted fabric construction. Tightness factor of modified yarn fabric is lower than that of normal yarn fabrics. Lower tightness factor of modified yarn fabrics can be attributed to higher stitch length. Due to higher stitch length, stitch density of the modified yarn fabrics is reduced. Reduction in stitch density results in lower tightness factor of modified yarn fabrics. Due to the bulkiness (air-rich) of the modified yarn, tightness factor of the fabrics is reduced. Because of lower tightness factor value modified yarn fabrics provide better freedom of loop movement in the knitted fabric construction.
Areal density
It is a measure of fabric weight per unit area. It helps in determining if the fabric is heavy or light. Areal density of modified yarn fabrics is lower than that of normal yarn fabric. Lower areal density of modified yarn fabrics can be attributed to higher stitch length and lower stitch density. Because of lower areal density, modified yarn fabrics can be used to produce light weight clothing.
Spirality
In weft knitted fabrics produced with one needle system, the wales are not perpendicular to the courses as required but skew to the left or right, forming an angle of spirality with the perpendicular. Some of the practical problems arising from loop spirality encountered in garments produced by knitted materials are displacement, or shifting of seams, mismatched patterns, sewing difficulties etc. Spirality has an obvious influence on both the aesthetic and functional performance of knitted fabrics and the garments produced from them.

 Research work on knitted fabric spirality (29, 30, 31 and 32) has clearly demonstrated that the most prominent factor causing spirality in a single jersey fabric is the formation of torsional stresses in the yarn. The magnitude of fabric spirality depends on a combination of fibre, yarn and knitting factors. Fibre factors include structure and residual strain. Geometric and physical properties of yarns vary considerably with spinning technology. Knitting factors include number of feeders, number of needles, rotation direction of the knitting machine etc. Spirality of modified yarn fabric is lower than that of normal yarn fabric. Lower spirality of modified yarn fabric could be attributed to the effect of treatment with mcresol. Treatment with m-cresol might have restricted the rotational movement of the loops within the knitted structure and lead to reduction in fabric spirality. Lower tightness factor of modified yarn fabrics might have contributed to reduction in spirality. Because of lower spirality of modified yarn fabrics, they may provide reduced difficulty during sewing, better aesthetic and functional performance in clothing.
Research work on knitted fabric spirality (29, 30, 31 and 32) has clearly demonstrated that the most prominent factor causing spirality in a single jersey fabric is the formation of torsional stresses in the yarn. The magnitude of fabric spirality depends on a combination of fibre, yarn and knitting factors. Fibre factors include structure and residual strain. Geometric and physical properties of yarns vary considerably with spinning technology. Knitting factors include number of feeders, number of needles, rotation direction of the knitting machine etc. Spirality of modified yarn fabric is lower than that of normal yarn fabric. Lower spirality of modified yarn fabric could be attributed to the effect of treatment with mcresol. Treatment with m-cresol might have restricted the rotational movement of the loops within the knitted structure and lead to reduction in fabric spirality. Lower tightness factor of modified yarn fabrics might have contributed to reduction in spirality. Because of lower spirality of modified yarn fabrics, they may provide reduced difficulty during sewing, better aesthetic and functional performance in clothing.
Fabric packing factor & porosity
To ascertain the ratio of fibre to fabric volume packing factor is calculated by dividing fabric density by fibre specific gravity. The packing factor is a measure of the volume of fibre per unit volume of fabric. From the fabric packing factor results it is understood that modified yarn fabric possess lower packing factor when compared to normal yarn fabrics. This shows that fibres in the modified yarn fabrics are loosely packed (air-rich) (Figures 1 and 2). Due to lower packing factor modified yarn fabrics are highly porous than normal yarn fabrics.
Loop shape factor
Loop shape factor is a measure of the ratio of width of the loop to the length of the loop. The loop model indicates that this ratio should be a constant for fabrics in the completely stable configuration. The ratio is, however, critically affected by any fabric distortion, since such distortion causes an increase in one parameter together with the decrease in the other. The value of loop shape factor of modified yarn fabric is same as that of normal yarn fabric. This could be due to the fact that modified yarn fabric was not distorted and hence it may exhibit stable loop configuration