A sock is an item of clothing worn on the feet and often covering the ankle or some part of the calf. Some type of shoe or boot is typically worn over socks. In cold environments, socks made from wool insulate the foot and decrease the risk of frostbite. Socks are worn with sport shoes (typically whitecoloured socks) and dress shoes (typically dark-coloured socks).
Asock knitted from continuous-filament stretch nylon yarn may have an extension of 50 per cent so that a standard foot length is capable of accommodating itself to various foot sizes. Socks can be created from a wide variety of materials such as, cotton, wool, nylon, acrylic, polyester, olefins, (such as polypropylene), or spandex. To get an increased level of softness other materials that might be used during the process can be silk, bamboo, linen, cashmere, or mohair. The colour variety of sock choices can be any colour that the designers intend to make the sock upon its creation. Sock ‘colouring’ can come in a wide range of colours. Sometimes art is also put onto socks to increase their appearance. Coloured socks may be a key part of the uniforms for sports, allowing players teams to be distinguished when only their legs are clearly visible.

Anatomy of sock
Knitted socks are composed of several parts: The cuff, the leg, the heel flap, the heel turn, the gusset, the foot and the toe.
The cuff: This is the top of the sock, usually one or two inches knit in a K1, P1 rib or a K2, P2 rib. The rib hugs the leg and helps keep the sock up.
The leg: There are so many sock patterns to choose from, and this is usually where you begin working a stitch pattern if there is one.
The heel flap: The heel flap is the extra bit of knitting that extends along the back of the heel from the ankle bone to the base of the foot. The heel flap is usually knit in a slipstitch pattern, which adds durability.
The heel turn: This is one of the parts of the sock (the other is the gusset) that transitions the leg of the sock to the foot of the sock. The heel turn is usually worked with short-rows, which partial rows are worked on just the center stitches.
The gusset: The gusset connects the heel with the instep so that you can work the foot in rounds to the tip of the toe.
The foot: Made up of the instep and the sole, this is just what it sounds like—the foot part of the sock!
The toe: Sets of decreases taper the foot portion of the sock into the toe portion. The decreases are worked until there is about an inch of stitches widthwise on the needles. If your toes are pointy, you can decrease more; if they’re flat, decrease less. The toe can be finished with the Kitchener stitch or by simply drawing a length of yarn through all of the toe stitches and pulling it tight.
Types of socks
Socks are manufactured in a variety of lengths. Bare or ankle socks extend to the ankle or lower and are often worn casually or for athletic use. Bare socks are designed to create the look of “bare feet” when worn with shoes.
Knee-high socks are sometimes associated with formal dress or as being part of a uniform, such as in sports (like football and baseball) or as part of a school’s dress code or youth group’s uniform.
Over-the-knee socks or socks that extend higher (thigh-high socks) are today considered female garments. They were widely worn by children, both boys and girls, during the late-19th and early-20th centuries, although the popularity varied widely from country to country.
A toe sock encases each toe individually the same way a finger is encased in a glove, while other socks have one compartment for the big toe and one for the rest, like a mitten; most notably Japanese tabi. Both of these allow one to wear flip-flops with the socks. Leg warmers, which are not typically socks, may be replaced with socks in cold climates.
A business sock is a term for a coloured sock for conservative appearance and casual footwear. The term is often used loosely to indicate a term for a conservative office setting. For instance, business socks, business shirts and business shoes are used for office and job. These socks usually have patterns and are known to be a cause for bleach stains in laundry machines due to their coloured manufacturing process and dyed attributes.
Crew socks are short, thick everyday socks usually ribbed at the top. They can be used in a way to warm legs. The first familiar practice of crew sock was in 1948. Crew socks are short, thick everyday socks usually ribbed top of the ankles. Crew socks are usually unisex.
Low cut sock is a kind of sock that describe in a way to be cut below ankle. Low cut socks are formed to cover the contours of feet. Low cut socks are unisex wearing but women and girls commonly use them. Low cut socks are normally worn with shoes such as boat shoes, Oxfords, moccasins and loafers.
The Ancient Egyptian style of sock is a blend between modern Western socks and Japanese tabi, both of which it predates. Like tabi, Egyptian socks have one compartment for the big toe and another for the rest, permitting their use with sandals; like Western socks, they fit snugly to the foot and do not use fasteners like tabi.
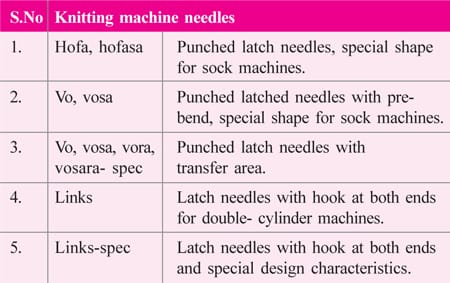
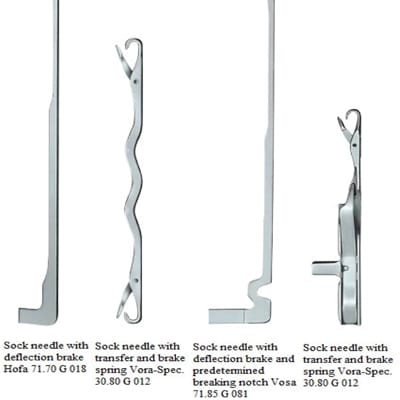
Type of needles used
These are some of the products of Groz-Beckert:
Knitting machines
The sock machine sector encompasses a wide range of different machines. Socks are produced on single and double-cylinder machines and also on single-cylinder machines with dial. In addition, transfer techniques on single-cylinder machines with dial offer wide scope for patterning. These machines are offered with commonly used diameters of 3.5 to 5 inches, and use needles ranging in thicknesses from 0.4 mm to 1.55 mm depending on the gauge. The machines are fitted with between 1 and 4 feeders depending on the patterning possibilities. In contrast to largescale knitting machines, sock machines do not knit continuous tubular fabric but complete individual socks. The technical sophistication of these machines is evidenced by the fact that they are able to automatically close the sock toe and so produce a finished article in a single work cycle. Typical fields of application include the manufacture of men‘s, women‘s and children‘s socks, sports and function socks as well as medical socks.
Except for the few Griswold type hand-turned machines (Fig. 4.4), all hosiery machines are of the revolving cylinder type. This arrangement offers the advantages of high revolution speeds, a simplified drive, and the possibility of selectively striping-in yarn from stationary packages placed at fixed feed positions around the cylinder. The garment sequence control must, however, be linked by means of cables and rods (or electronics), using the shortest possible routes, to the various mechanisms at the knitting positions around the needle cylinder without interfering with accessibility to the machine.
The three types of hosiery machines, in order of their increasing complexity and needle bed arrangement, are single cylinder, cylinder and dial and double cylinder. Men’s, ladies’ and children’s socks and half-hose in broad rib or purl (links-links) base structure are knitted on double-cylinder machines. Men’s dress socks are broad rib socks with a reciprocated heel and reciprocated toe that has been closed by linking. A typical machine specification would be 4-inch diameter, 168 needles.
Sports and casual socks in a plain base structure are now usually knitted on single-cylinder machines with holding-down sinkers. More formal simple rib socks may be knitted on cylinder and dial rib machines termed ‘true-rib’ machines. These machines have half the number of needles in the dial as are in the cylinder, with every second cylinder needle opposite a dial needle. For that reason only simple ribs such as 1 ¥ 1, 2 ¥ 1, 3 ¥ 1, etc. can be knitted, not broad ribs such as 6 ¥ 3 rib. True rib machines knit a more balanced 1 ¥ 1 rib than double-cylinder machines, whose needles in the top cylinder do not draw their loops with as strong a yarn tension as those in the bottom cylinder.
Gauges
On hosiery machines the gauge is usually expressed as diameter and total number of needles: A 4 inch ¥ 400 needle single-cylinder ladies’ seamless hosiery machine will have 400 needles to knit plain. (NB: the number of needles may be slightly more or less than 400 in order to fit a particular mesh structural repeat exactly around the leg). A 4 inch ¥ 200 needle cylinder and dial machine will have 200 cylinder needles and 100 dial needles. Every second cylinder needle is gated in line with a dial needle and can only knit as 200 cylinder needles in plain structures.
For 1 ¥ 1 rib, the 100 dial needles knit in co-operation with the alternate 100 cylinder needles. A 4 inch ¥ 200 needle doublecylinder machine will have a total of 200 needles to knit plain stitches in the bottom cylinder, or, when arranged for 1 ¥ 1 rib, will have 100 needles knitting plain in the bottom cylinder and 100 needles knitting rib in the top cylinder. As well as the machine gauge, the needle gauge, i.e. thickness and size of needle hook, is also a consideration.
Production
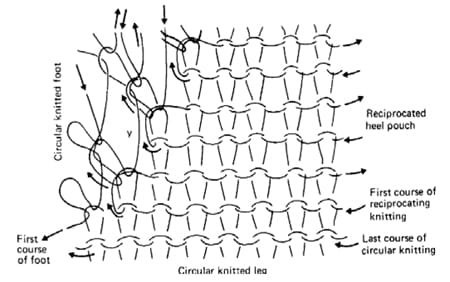
Three-dimensional ‘turned’ heel and toe pouches (Fig. 21.4) are knitted in plain so that, in the case of double-cylinder machines, the heel section needles must be transferred down to knit from the bottom cylinder. A spring take-up holds the surplus yarn as the needles traverse towards the feed on the return oscillation, whilst a pouch tension equaliser ensures that the pouch fabric is held down on the needle stems.
The pouch is preferably knitted in single feed so that the other feeds (if there are any) are taken out of action, but an additional splicing yarn is striped in for reinforcement. The shape and extent of the spliced section may extend beyond the pouch.
Reciprocation of the cylinder is produced by the drive at this point, being taken from the forward and backward oscillation of the quadrant. As the changeover is mechanically complex, oscillatory knitting takes place at approximately two-thirds of the speed of circular knitting.
In socks with reciprocated heels and toes in single feed, over a third of the courses will be in oscillatory knitting and may require over 60 per cent of the machine’s operating time, thus making this operation time-consuming and expensive.
During the oscillatory knitting of the pouch, the remaining needles (approximately half) are raised into a high inactive cam-track by the introduction of a cam. This operates only on the long knitting butts allocated specifically to them, so that they retain their loops (for the instep) from the last course of circular knitting.
During narrowing, the leading needle in each direction of oscillation is lifted up to join the other needles in the inactive track by the action of one of two side pickers that are alternately in action according to the direction of oscillation. These pickers operate throughout the oscillatory motion.
During widening, a down picker is introduced that lowers two needles at a time, thus cancelling the effect of the up picker and putting an extra needle into action.
Some machines knit a twin-feed heel and toe. During narrowing two needles at a time are lifted. During widening, up picking continues with only one needle at a time whilst three needles are lowered into action at each side. With this method, a twin-feed heel or toe with acceptable sutures can be knitted in 22 seconds.
In the production of a standard small heel, half the needles knit in the heel section, with narrowing occurring at each side, until only one-third of the needles are left in action. As each needle is lifted out of action, the yarn is automatically wrapped over it in the form of a tuck stitch, which makes the heel join stronger. Widening then takes place until all the heel section needles are brought back into operation, when circular knitting recommences.
A toe pouch is knitted in a similar manner. If the heel section needles are used again, the seam will be on top of the toe (as is the case in most socks). If the instep needles are used instead, a reverse toe is knitted, with its seam being underneath (usually preferable in hose).
- The gusset toe is a reverse toe knitted in a similar manner except that, when the one-third needles are left, a group is reintroduced collectively. Single-needle narrowing then occurs for twelve courses and then the rest of the needles previously collectively widened are lifted out of action and the normal widening picker is introduced.
- In the ballet toe, all the needles are brought collectively into action for a few courses of circular knitting after the needles have been narrowed to one-third. All except the one-third are then collectively raised out of action as normal widening begins.
Seamed toe closing
Linking is the conventional method of toe closing that occurs after knitting during making-up. A slacker course of loops on the instep is joined loop-to-loop to a similar course in the toe pouch, by stitching on a linking machine. This is, however, an expensive, relatively slow and skilled operation. In Rosso linking, the fabric to be joined is guided by a conveyor guide onto dial points and is seamed from opposite sides, but the join is not exactly on one course nor is there an individual ‘loop-to-loop’ join.
In the case of the run-down toe, the toe fabric is knitted in normal circular knitting (possibly with 40-denier instead of 15-denier yarn); it is later seamed from under the foot in an upward curve towards the top of the toe in a single or two needle three-thread seam. Automatic toe seaming units can turn the hose inside out by means of compressed air, position the hose leg, and then convey it to a seaming head. After seaming the hose on the inside, it is turned back to its correct side. The complete cycle occupies only a few seconds. Generally, automatic toe closing machines have been restricted to single-cylinder sock machines, in coarser gauges, and not double-cylinder sock machines or seamless stocking and tights machines.
Developments in sock knitting machines
Much of the early development of large- and small-diameter single-cylinder latch needle machinery occurred in the USA.- knitted on bearded needle machinery or (later) latch needle machines with two needle beds. Some of the important developments in circular hosiery machinery included:
- The introduction of power, the use of holding-down sinkers, revolving cylinders and automatic control in operations
- The gradual replacement of bearded needles by latch needles as their fineness and reliability improved
- Dual dropper and picker system to produce high quality and increase productivity during formation of heel and toe, than traditional which is single cam and pickers system
- Pneumatic system to control yarn fingers
- Machine stops automatically through sensors which prevents yarn and needle breakages.
- Centralized oil lubrication system is controlled by pneumatic device which ensures smooth working of mechanical components of the machines
- Elastic yarn feeding is controlled by steeping motor for maintaining uniform size
- Stitch quality control by steeping motor for size control trough course length and width
- Auto testing, error sensors and self-protection programme
- Equipped with USB and UPS for downloading and uploading data and maintaining the memory of programmers respectively
Conclusion
In this article, the design and development of sock using the right types of fibres, yarns and fabric design along with the necessary machines required has been discussed. In addition socking knitting machines are also included
P. Anjanapriya1 & A.S. Aishwarya1 – PG Scholars, Department Of
Fashion Technology, Master of Apparel Technology, G. Ramakrishnan2 –
Professor, Department of Fashion Technology & Coordinator, KCTTIFAC
Core, J.Srinivasan3 – Professor & Head, Department of Fashion
Technology, Kumaraguru College Of Technology, Coimbatore